Услуги нашего сервиса
Здесь вы можете ознакомится более подробно с услугами ТехАвтоСервиса.
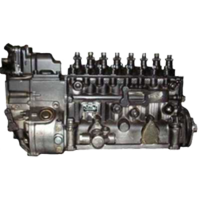
Токарные услуги. Токарные работы на заказ могут включать в себя: 1. Обработка наружных, торцевых и внутренних поверхностей различных форм, среди которых цилиндрические, конические и т.д. 2. Вытачивание пазов различных размеров, а также канавок 3. Нарезание внутренней и наружной резьбы, а также другие работы 4. Сверление отверстий. 5. Расточка различных отверстий. Токарные работы по металлу включают в себя множество способов обработки изделий. Стандартные методы подразумевают применение сменных режущих пластин и эльборов. Продольное точение позволяет обрабатывать цилиндрические поверхности. В таком случае зажимы крепятся на оси вращения, позволяя резцам находиться на заданном расстоянии от неё. Поперечное точение применяется для протачивания пазов и канавок. В этом случае резец протачивает углубление перпендикулярно оси вращения. При использовании любого метода точения резцы закрепляются в нужном положении благодаря специальным винтам и зажимам. После окончания токарных работ обработанная поверхность обладает такими качествами как шероховатость и степень точности. В зависимости от данных характеристик токарные работы можно квалифицировать как тонкая или чистовая обработка, а иногда как черновая работа Работы с ТНВД и форсунками. Мы производим снятие, установку, регулировку и ремонт форсунок, ТНВД с ЭДС и ЕВРО-2. В том числе мы производим ремонт насос-форсунок автомобилей европейского производства. ТНВД При ремонте тнвд, как и любой топливной аппаратуры, прежде всего необходимо «поставить диагноз». Чтобы определить неисправность, в первую очередь понадобится диагностическое оборудование. При ремонте тнвд с электронным управлением ремонт начинается со считывания кодов ошибок из блока памяти. Все производители тнвд устанавливают свой алгоритм поиска неисправностей. В большинстве случаев насос приходится разбирать, дефектовать и производить капремонт. Тнвд разных систем и производителей устроены по-разному и требуют различных временных затрат для демонтажа/монтажа и разборки/сборки. Как правило, ремонт тнвд рядных отнимают больше времени, чем ремонт тнвд распределительного типа. Каждый производитель предписывает свои нормо-часы, которые также указаны в системе Autodata. Дополнительную сложность при ремонте тнвд зачастую составляет отсутствие достаточной технической информации на русском языке. По тнвд Bosch на русский переведено большее количество информации, чем по тнвд других иностранных фирм. В принципе, восстановить можно любой насос. Но в некоторых случаях стоимость деталей и ремонта тнвд превышает цену нового насоса. Особенно губительна для него ржавчина. Основные проблемы при ремонте тнвд — вода в топливе и низкие связывающие свойства отечественного дизтоплива. Крупные производители (например, Bosch) восстанавливают тнвд в заводских условиях. Форсунки. Сняв форсунки, прежде всего, проверяем их работоспособность и убеждаемся, что ранее вынесенный приговор "форсунки ремонт" был справедлив. Каковы критерии оценки работы распылителей?
Хоть этот вопрос в литературе подробно описан, для сохранения целостности изложения приведены: при подаче топлива форсунка должна открываться под заданным давлением;
до открытия форсунки подтекание или струи топлива из распылителя не допустимы; в момент распыла топлива капли и струи недопустимы;
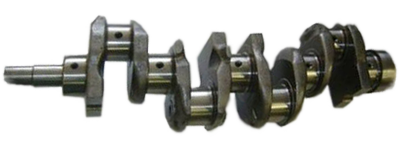
факел распыла должен быть ровным без отклонений и соответствовать направлению отверстия (или отверстий) в распылителе; после прекращения подачи топлива в форсунке должно некоторое время сохраняться давление (строго говоря, скорость падения этого давления должна контролироваться). Обычно еще принято говорить о характерном звуке срабатывания форсунок, однако звук не является объективным параметром оценки форсунок ремонта. Игнорировать этот параметр нельзя, но и ставить во главу колонны тоже не следует. Форсунки ремонт немецких производителей (не от самых продвинутых моделей) без ущерба для здоровья разбираются в тисках. Однако для разборки форсунки при ремонте нельзя использовать рожковые гаечные ключи. Начать с того, что это просто неудобно, но самое главное, что накидные гайки корпусов форсунок некоторых моторов трескаются при попытке разобрать или собрать их с помощью рожкового ключа. А деталь эта весьма дорогая и труднопокупаемая. Посему для разборки форсунок ремонте используем ту же удлиненную головку, что и для снятия с мотора. Ослабив затяжку накидной гайки, руками свинчиваем ее. Часто она свинчивается вместе с распылителем, который прикипает к ней. Не беда. Распылитель, сняв гайку, выколотим любым подходящим стержнем, а полость гайки очистим от всякого безобразия ершом для чистки клемм аккумуляторов. Форсунки испотльзуются в тнвд. Шлифовка коленчатых валов. Шлифовка коленчатых валов нашим специалистом, позволяет получать высокую точность и чистоту поверхности. Кроме того, выдерживается заданный радиус галтелей, что повышает усталостную прочность восстановленного коленчатого вала. В работе мы также используем переносной комплект измерительного инструмента, который предназначен для измерения деталей и сопряжений при инструментальном контроле и текущем ремонте двигателя и других агрегатов тракторов и с.х. машин. Имеем в наличии твердомер, предназначен для испытания изделий высотой до 200мм, комплект концевых мер, заводские таблицы взаимного перевода чисел твердости Бринеля, Рокквела, Виккерса и Шора. Коленчатые валы двигателей внутреннего сгорания, как правило, изготавливаются из конструкционных сталей 45 и 50 с более суженными пределами содержания углерода (стали селект) или с повышенным содержанием марганца - сталь 50Г (к/валы двигателей ЯМЗ), или литыми из магниевого чугуна (двигатели ГАЗ). Шейки стальных к/валов закалены ТВЧ до твердости HRC 52-62, чугунных-HRC 40-55. Долговечность к/валов определяется износостойкость шатунных шеек, износ которых выше износа коренных на 40-50 %. На сегодняшний день (март 2012года), стоимость нового коленчатого вала сопоставима со стоимость подержанного автомобиля (к/вал КаМАЗ ~ 48.000, ЯМЗ-240 ~ 107.000 рублей). Многие из вас знают о "качестве", продаваемых коленчатых валов, да и других запасных частей. Приехав к нам вы можете узнать твердость вашего к/вала на соответствие заводским параметрам, без риска для своего кошелька, всего за 250рублей!!!. Топливная аппаратура. Наши услуги включают следующее: На начальном этапе, это полная разборка аппаратуры, затем
прочистка всех деталей и узлов; дефектовка деталей; ремонт и замена аппаратуры; обработка карданного вала; ремонт цилиндров и смазочной системы и других систем топливного отсека; сборка деталей двигателя и осуществления пусконаладки. Ремонт и диагностика, восстановление и профессиональное консультирование - все услуги, которые только могут потребоваться, Вы получите по высшему разряду и по демократичной стоимости. Нам нет равных по уровню обслуживания спецтехники, поэтому не стоит раздумывать на счёт того, к кому обратиться, выбирайте нас!

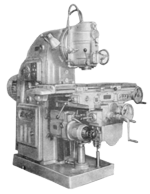
 Токарные услуги считаются наиболее распространенным методом механической обработки металлических поверхностей. Они производятся при помощи универсальных металлорежущих станков, каждый из которых настраивается на выполнение определенного вида работ. Точение производится при помощи целого набора специальных токарных
резцов, выполненных из современных материалов (применяются твердосплавные пластины, а также эльборы).
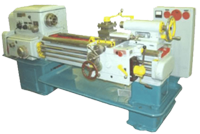
Токарные услуги считаются наиболее распространенным методом механической обработки металлических поверхностей. Они производятся при помощи универсальных металлорежущих станков, каждый из которых настраивается на выполнение определенного вида работ. Точение производится при помощи целого набора специальных токарных
резцов, выполненных из современных материалов (применяются твердосплавные пластины, а также эльборы).